



Gpi Pharma lieferte einen horizontalen 33-m³- und einen vertikalen 5-m³-Edelstahltank für gereinigtes Wasser (WFI) zur Anwendung in der Kosmetikindustrie.
Unser Auftraggeber ist auf hochwertige technische Lösungen für die pharmazeutische Industrie spezialisiert. Das Unternehmen entwickelt und liefert Maschinen und Systeme für das Verpacken und Verarbeiten von Arzneimitteln und Kosmetikprodukten. Im Rahmen einer Erweiterung bei einem Kosmetikhersteller wurde Gpi Pharma mit der Konstruktion, Fertigung und Lieferung von zwei neuen Edelstahl-WFI-Tanks beauftragt.
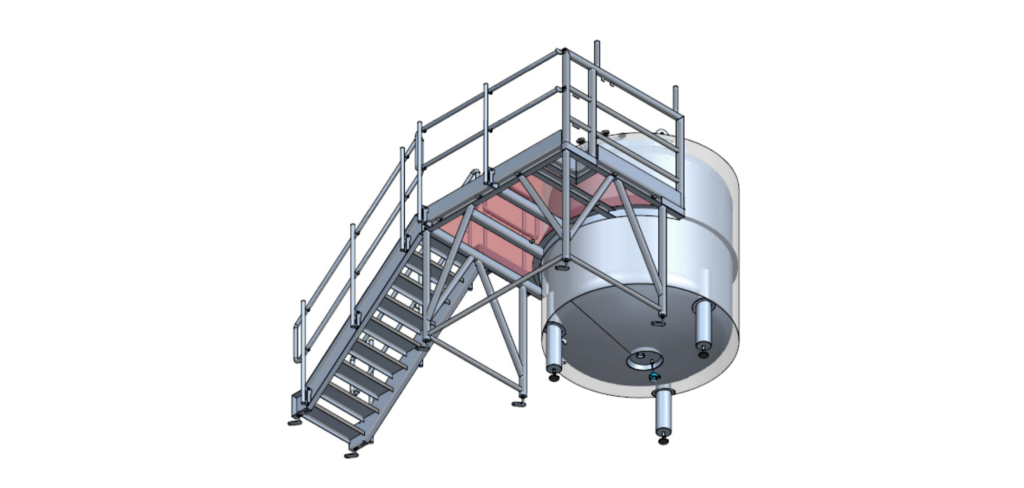
Der Lieferumfang umfasste einen horizontalen WFI-Tank mit 33 m³, einen vertikalen Lagertank mit 5 m³ sowie zwei Plattformen für einen sicheren Zugang und eine effiziente Wartung. Gpi Pharma realisierte diese Komplettlösung.
Über das Projekt
Für dieses Projekt konstruierte, fertigte und lieferte Gpi Pharma zwei hygienische Edelstahltanks inklusive maßgeschneiderter Zugangsplattformen. Die Tanks wurden aus hochwertigem Edelstahl 316L gefertigt und entsprechen der PED-Richtlinie sowie der Konstruktionsnorm EN 13445. Zwei individuell gefertigte Plattformen gewährleisten einen sicheren und effizienten Zugang.
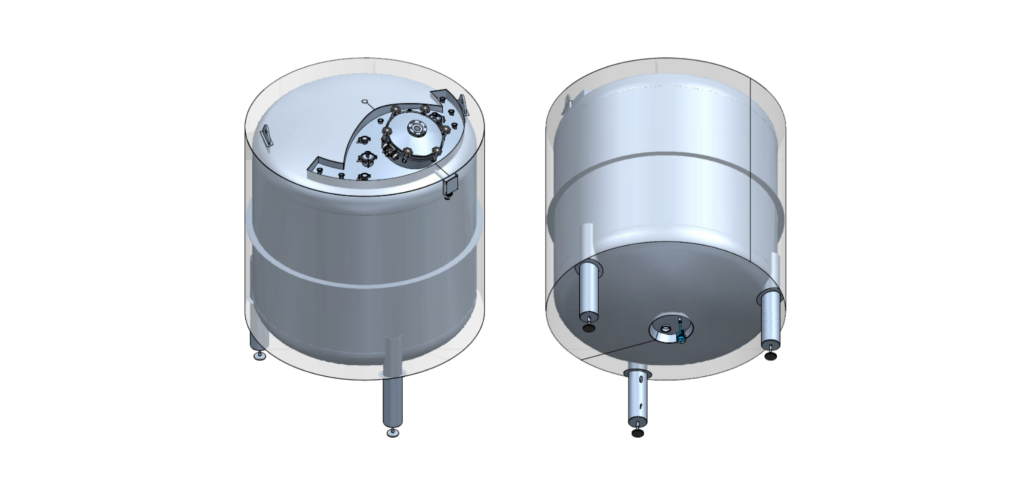
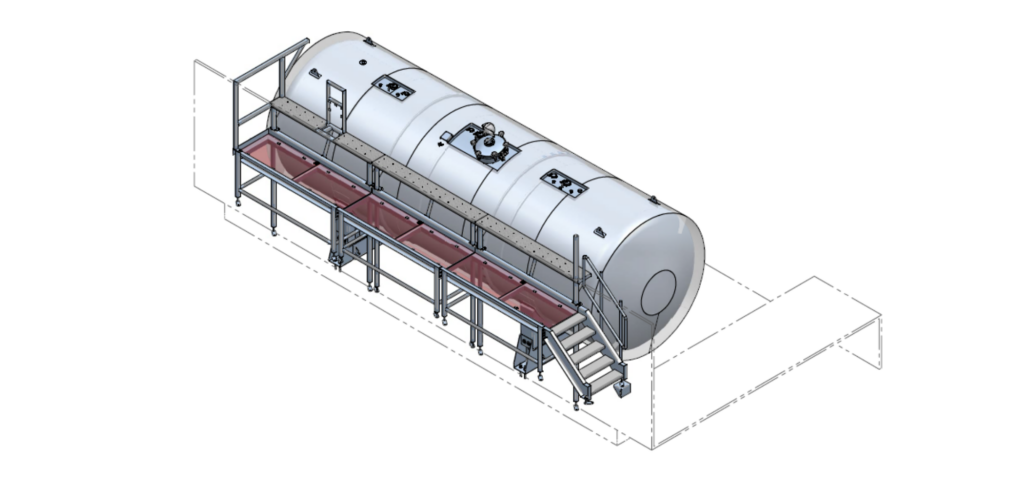
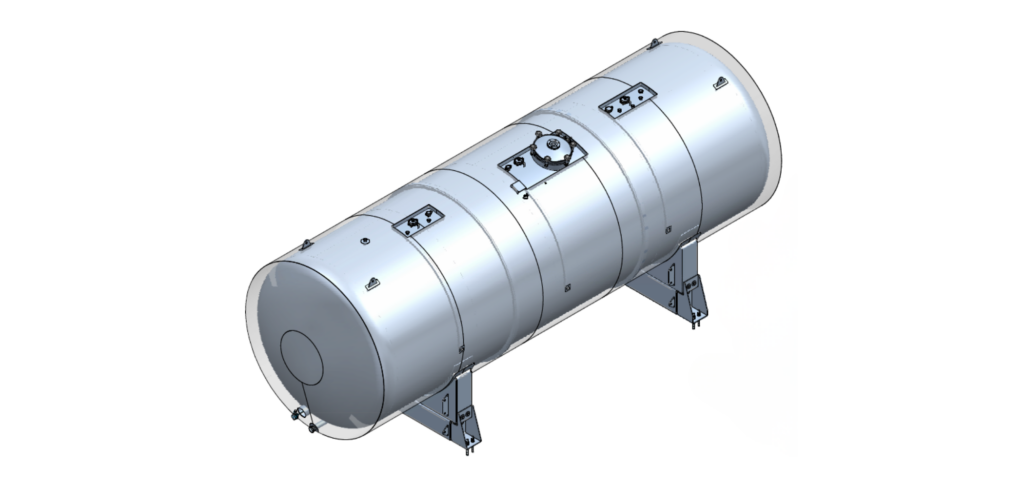
Der horizontale WFI-Tank verfügt über ein Arbeitsvolumen von 33 m³, einen Durchmesser von 2,6 Metern und eine Länge von 6 Metern und ist mit einem druckfesten Klöpperboden und -deckel ausgestattet. Der vertikale Lagertank hat ein Volumen von 5 m³, einen Durchmesser von 2 Metern und eine Höhe von 1,5 Metern. Beide Tanks sind für die Lagerung von WFI (Water for Injection) ausgelegt, einem gereinigten Wasser, das in der Herstellung kosmetischer und ästhetischer Produkte eingesetzt wird.





Produktion, Prüfung und Transport
Nach Freigabe der Zeichnungen begann die Produktion in den Fertigungshallen von Gpi in Lopik. Gemäß den vereinbarten Spezifikationen wurden mehrere Prüfungen durchgeführt, um die Qualität und Reinigbarkeit der Tanks sicherzustellen.
Es erfolgten eine visuelle Inspektion sowie eine Oberflächenrissprüfung (Surface Crack Test), um mögliche Mikrorisse an den Innenflächen zu erkennen – entscheidend für Sicherheit und Lebensdauer. Zusätzlich wurde ein Riboflavin-Test in Kombination mit einem Drainage-Test durchgeführt. Mithilfe von RO-Wasser wurde nachgewiesen, dass sämtliche Innenflächen vollständig reinigbar sind und die Tanks nach der Reinigung vollständig entleert werden. Damit wurde die Reinigbarkeit gemäß pharmazeutischen Standards eindeutig bestätigt.
Nach erfolgreicher Abnahme wurden die Tanks und Plattformen von Lopik zum Kunden transportiert. Bereits in der Engineeringphase wurden Transportanforderungen und die Einbringung in das Gebäude des Endkunden berücksichtigt. Die Tanks mussten im Untergeschoss installiert werden, was eine logistische Herausforderung darstellte. Diese wurde unter anderem durch den Einsatz teilbarer Sattelauflager gelöst. Durch eine vorausschauende Konstruktion konnte eine reibungslose Installation gewährleistet werden. Die Montage vor Ort wurde anschließend vom Kunden selbst durchgeführt.




Dokumentation
Gpi Pharma übernahm den gesamten Leistungsumfang einschließlich aller erforderlichen technischen Dokumentationen. Die Dokumentationsanforderungen waren in diesem Projekt besonders hoch. In enger Abstimmung mit dem Auftraggeber wurde die Dokumentation im gewünschten Detailgrad ausgearbeitet, sodass das Projekt vollständig konform an den Endkunden übergeben werden konnte.
Neben einem vollständigen Schweißdokumentationspaket (Full Welder’s Log) sowie den üblichen 3.1-Werkstoffzeugnissen wurden FDA- und USP Class VI-Zertifizierungen bereitgestellt. Darüber hinaus wurden zusätzliche Zertifikate für die Dichtungsmaterialien geliefert. Diese bestätigen unter anderem, dass die verwendeten Materialien frei von BPA und DEHP sind, kein NRL/DNR enthalten und den Richtlinien für TSE, BSE und AOF (Animal Origin Free) entsprechen.
Das Ergebnis
Das Projekt führte zu einer zuverlässigen und vollständig konformen WFI-Speicherlösung innerhalb einer streng regulierten Produktionsumgebung. Die neuen Tanks und Plattformen integrieren sich nahtlos in die bestehende Anlage und unterstützen die weitere Erweiterung der Produktionskapazität des Endkunden.
Durch die frühzeitige Berücksichtigung von Transportanforderungen, Einbringungssituation im Untergeschoss sowie umfangreichen Dokumentationsvorgaben konnte das Projekt effizient umgesetzt und termingerecht abgeschlossen werden. Die Kombination aus technischer Präzision, validierter Reinigbarkeit und umfassender Zertifizierung bietet dem Endanwender maximale Sicherheit hinsichtlich Qualität und regulatorischer Konformität.





